 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Bel ons
+86-19858305627
Email ons
sales@maple-machinery.com

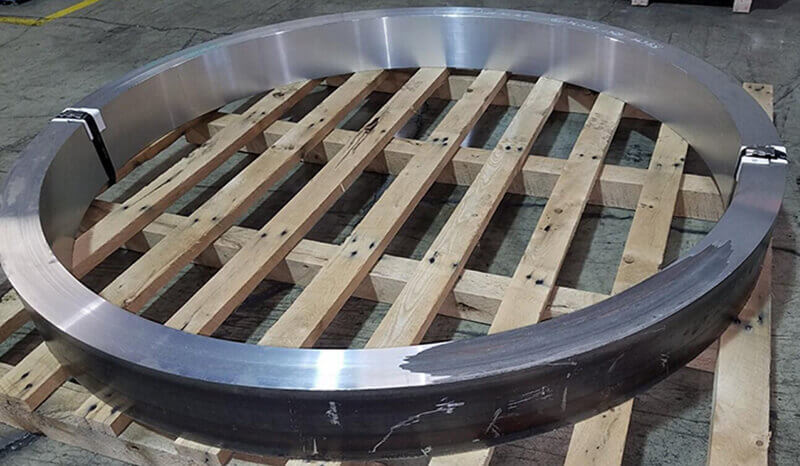
Bewerkingsproces van schachtsmeedstukken
2023-10-21
Grote smeedstukken,schachtsmeedstukkeninclusief ventilatorassen, windkrachtspindels, treinschachten, scheepsschachten, oliemachineschachten, rolschachten, kraanwielassen, assmeedstukken is een veel voorkomende klasse onderdelen in de machine. Het speelt voornamelijk de rol van het ondersteunen van transmissieonderdelen en het overbrengen van koppel. As is een roterend lichaamsdeel, voornamelijk door het interne en externe cilindrische oppervlak, het interne en externe conische oppervlak, schroefdraden, spiebanen en dwarsgaten en andere componenten.
Asdelen kunnen worden onderverdeeld in lichte as, holle as, halve as, getrapte as, spline-as, dwarsas, excentrische as, krukas en nokkenas enz., afhankelijk van hun verschillende structuren.
De belangrijkste technische vereisten voor schachtsmeedstukken:
(1) Maatnauwkeurigheid en geometrische vormnauwkeurigheid
De astap is een belangrijk oppervlak van de asonderdelen en de kwaliteit ervan heeft rechtstreeks invloed op het roterende europium van de as tijdens het werken. De diameternauwkeurigheid van de tap is gewoonlijk T6, soms T5, afhankelijk van de gebruikseisen, en de geometrische vormnauwkeurigheid van de tap (rondheid, cilindriciteit) moet beperkt worden tot de diametertolerantie. Assen met hoge nauwkeurigheidseisen moeten specifiek worden gemarkeerd met vormtoleranties op het paviljoen.
(2) Positienauwkeurigheid
De coaxialiteit van de in elkaar passende tappen (tappen van geassembleerde transmissiedelen) ten opzichte van de ondersteunende tappen (tappen van gemonteerde lagers) en de loodrechtheid van de tappen en steunoppervlakken moeten doorgaans hoog zijn. De radiale slingering van de passende tappen van gewone precisieassen ten opzichte van de lagertappen is over het algemeen 0,01 ~ 0,03 mm, en 0,001 ~ 0,005 mm voor zeer nauwkeurige assen. De slingering van het eindvlak is 0,005 ~ 0,01 mm.
(3) Oppervlakteruwheid
Schachtdelen van elk verwerkingsoppervlak hebben eisen aan de oppervlakteruwheid.
Assmeedstukken van materialen, blanco's en warmtebehandeling bij Maple-machines
1) Assmeedmaterialen die vaak worden gebruikt 45 staal: voor gemiddelde precisie en hoge snelheidsas kunnen 40Cr en ander gelegeerd constructiestaal worden gebruikt; hogere precisie schacht. Er kan gebruik worden gemaakt van lagerstaal GCrlS en verenstaal 65Mn; voor complexe vorm van de schacht. Nodulair gietijzer kan worden gebruikt voor assen met een complexe vorm: voor assen gemaakt onder hoge snelheid en belasting. Kies 20CVMnTi, 20Mn2B, 20Cr en ander gelegeerd staal met een laag koolstofgehalte of 38CrMoA-nitridestaal.
2) Veelgebruikte blanco's voor asonderdelen zijn ronde staven en smeedstukken bij Maple-machines: sommige grote assen of assen met complexe structuren zijn gemaakt van gietstukken. Na verwarming en smeden kan de knuppel de organisatie van de metalen interne vezels gelijkmatig over het oppervlak verdelen. Dit resulteert in hogere trek-, buig- en torsiesterkten, dus over het algemeen worden smeedstukken gebruikt voor belangrijkere assen. Afhankelijk van de grootte van de productiebatch. De smeedmethode van knuppel is verdeeld in twee soorten vrij smeden en matrijssmeedwerk.
3) De prestaties van schachtsmeedstukken zijn niet alleen afhankelijk van het gekozen staaltype. Ook gerelateerd aan de gebruikte warmtebehandeling. Het smeden van blanco's in de verwerking daarvoor is nodig om een normalisatie- of ontlatingsbehandeling te regelen, om de interne korrelverfijning van het staal te bewerkstelligen. Elimineer smeedspanning, verminder de hardheid van het materiaal. Verbeter de snijprestaties.

X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy
Nieuws
 Controle van de chemische samenstelling.2022/03/11
Controle van de chemische samenstelling.2022/03/11Chemische samenstelling is de fundamentele reden die de mechanische eigenschappen van metalen gietstukken beïnvloedt. Daarom, in het productieproces van investeringsgieten...
 Mechanische eigenschappentest.2022/03/11
Mechanische eigenschappentest.2022/03/11Om aan de toepassingseisen te voldoen, stellen stalen gietstukken en smeedstukken doorgaans strenge eisen aan de mechanische eigenschappen van de onderdelen.